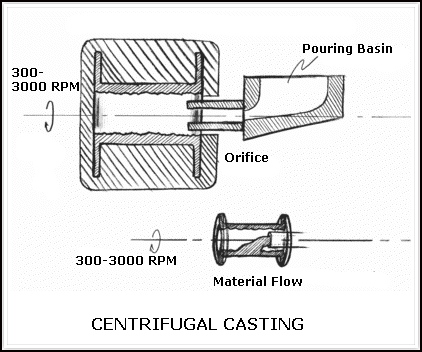
In centrifugal casting the molten metal made in crucible is poured in the die of required size having 300-3000 rpm .Due to the centrifugal force in die the metal take a proper shape. At a same time the impurities are thrown out due to same force. So this kind of casting is called as centrifugal casting or die-casting. In centrifugal casting induction furnace or arc furnaces are used.
Cooling Rate
The liner/sleeve made by centrifugal casting cools more slowly than sand cast process. Which results into a fine microstructure.
Microstructure
The product of centrifugal casting have very close grain and less alloy segregation as compare to loose grain of sand casting. In normal practice of centrifugal casting hardness as well as the metal composition of the molten metal is being checked all time which is not happening in conventional sand cast method.
Weight Difference
Centricast cylinder Liners are 10% heavier than sand cast liners.
Engine Life
Centrifugally cast Liners have less wear and has scuff resistance for longer life. These Liners has long life, less hassles of changing Liners, less labour and saving important time. Hence it increase Life of Engine by 25% to 30%. Than by using centricast liners than sand cast.
Latest Requirement
The latest moly hard liners can not be manufacture by the conventional method of sand casting because the metal molybdenum melts at a temp of 1100 degree where in sand casting this much high temp can not be achieved.